Knife grinding instructions
Quite a number of cutting problems is caused by insufficiently prepared knives. It partly concerns such problems as are caused by the customers themselves changing the knife too late, for example. This can destroy the knife and damage the machine. Another problem source is grinding and preparing the knives. This includes proper grinding, manual honing, possible straightening of bent knives and final preserving of the knives when inserting them. This is why we can provide you with grinding instructions for our two main types of knives.
Grinding Instructions for Perfecta F 3000 High-Speed Steel (HSS) Paper Cutting Knives
Perfecta paper cutting knives are high-quality tools and, therefore, need careful treatment when being re-sharpened. This is the only way to guarantee maximum cutting performance.
For this reason, such work should only be done by an expert who has unobjectionable grinding machines and the right grinding wheels.
Important: Never dry-grind the knives.
You can avoid grinding mistakes by:
- using the correct grinding wheel,
- providing sufficient water cooling,
- gently infeeding the wheel,
- dressing the wheel in due time.
What is of importance is the use of the correct grinding tool such as segmented wheels, grinding cylinders or cup wheels (please refer to the recommendations and technical specifications herein given). The coolant supply (water containing a rust inhibitor and a coolant additive) should be set to maximum (150-200 l/min) and directed exactly to the grinding area. This will ensure sufficient cooling, and the rubbed-off particles settling in the pores will be flushed off and washed away.
Inadequate grinding machines, excessively high grinding pressure, insufficient water cooling and unsuitable grinding wheels will lead to grinding mistakes. The results will be as follows: The knife cutting edge shows burns (yellowish blue colour/decarburization) leading to poor performance, cracking and chipping. Knives ground in the wrong way will not be under warranty and cannot be replaced free of charge.
The following technical procedure for resharpening acierated paper cutting knives applies to any steel grades.
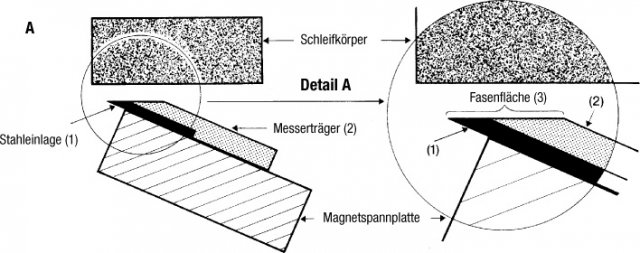
It is absolutely necessary that the steel insert (1) and the unalloyed knife carrier (2) be ground together, i. e. the grinding wheel must cover the entire bevel surface (3) at the same time.
This assures that the grinding wheel remains in continuous contact with the unalloyed base which serves to roughen the wheel, thus giving the cleanest grinding surface for the steel inlay. The risk of burning (decarburization) of the cutting edge Tipp will be reduced this way. The coolant supply (150 to 200 l/min) should, of course, be set to maximum and directed exactly to the grinding area.
Be absolutely sure to choose the correct grinding wheel (please refer to the recommendations and technical specifications herein given).
If, in exceptional cases, only the steel inlay (1) needs to be ground (e. g. for adding a secondary bevel) use an extremely soft grinding wheel. Grind extremely carefully. The wheel infeed per pass should not exceed a maximum of 0.010 to 0.015 mm.
|
Grinding wheel |
Abrasive |
Circumferential speed at the grinding head V (m/s) |
Table speedV (m/min) |
Infeedper pass (mm) |
|---|---|---|---|---|
|
Segments |
Grain size 46 – 60 Hardness H Bakelite bond |
20 - 25 |
20 - 25 |
0,01 - 0,02 |
If you choose a possibly high table speed you can counteract burning. Reducing the circumferential speed is also favourable if the machine allows so. A lower circumferential speed acts in the same way as a softer segment or ring hardness. A higher circumferential speed acts in the same way as a harder segment or ring hardness.
Grinding Instructions for Perfecta Standard, Longlife and Megalife Type Finest-Grain Carbide (WIDIA) Paper Cutting Knives
Note the instructions below when re-sharpening carbide paper cutting knives. Follow the working steps in the same order as described.
Cooling water:
Avoid burning of the grinding wheel under any circumstances!!
In this connection, pay special attention to the use of a sufficient supply of clean, filtered cooling water with some coolant additive (clear or as an emulsion) which, at the same time, guarantees the chemical bonding of cobalt and which should be well aimed at the grinding area.
Relief-grinding of the carrier material (steel):
The same conditions as for standard carbide apply.
Circumferential speed = 20 to 30 m/s, corundum grinding wheel, Bakelite-bonded. Feed rate = about 25 m/min, infeed steps = 0.03 to 0.05 mm per pass at a holding magnet length of 2 m.
Carbide rough-grinding only in the plunge grinding mode:
The same conditions as for standard carbide apply. Motor speed = 1450 rpm. Grinding wheel diameter = 250 mm, B, D126-C75 (for example Tesch). Feed rate = 200 to 300 mm/min, infeed = 0.01 mm per pass, wheel rotating against the knife cutting edge.
Grinding a secondary bevel only in the plunge grinding mode:
Motor speed = 1450 rpm. Grinding wheel diameter = 250 mm, B, D126-C75 (for example Tesch), of low hardness, if possible. Feed rate = 100 to 120 mm/min.
Infeed = 0.04 mm max. to give a bevel width of approx. 0.7 to 1 mm. This should be done within one pass. The wheel must rotate against the knife cutting edge.
General:
The grinding machine should be in an unobjectionable condition. Above all, the quick-changing flange which holds the wheel must rotate without any oscillation. Slightly incline the cup wheel until no more cross grinding takes place. Avoid under any circumstances that steel and carbide are ground at the same time. The cutting edge will be sharp when it has no more nicks. Whetting the ground carbide cutting edge is only possible with the aid of a finest diamond honing stone (for example, D7).
Straightening:
Check whether the carbide knives are straight after (or possibly even before) each re-sharpening operation. Even the slightest unevenness (sagging of the surfaces and of the back) calls for re-straightening by a specialist. This working step is an essential part of the entire re-sharpening job and, above all, affects the cutting performances and the lives of the knives. Be careful not to damage the carbide knife under any circumstances.
Method recommended: Continuous three-point straightening.
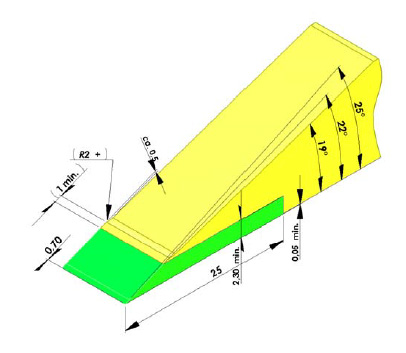
The grinding angles below are standard specifications and can be varied, depending on the material to be cut.