Schleifanweisung für Messer
Eine ganze Reihe von Problemen beim Schneiden wird durch unzureichend hergerichtete Messer verursacht. Zum Teil sind es vom Kunden selbst verursachte Probleme, indem z.B. das Messer zu spät gewechselt wird. Dies kann zur Zerstörung des Messers sowie zum Maschinenbruch führen. Eine weitere Fehlerquelle liegt beim Schleifen und Herrichten der Messer. Dazu zählen das sachgerechte Schleifen, das manuelle Abziehen des Messers mit einem Schleifstein, eventuell das Richten krummer Messer sowie das Endkonservieren der Messer beim Einbau. Aus dem Grund stellen wir für unsere beiden Hauptmessertypen eine Schleifanweisung zur Verfügung.
Schleifanweisungen für Perfecta-Papierschneidemesser Hochleistungsschnellstahl (HSS) Typ F 3000
Perfectaâ€Papierschneidemesser sind hochwertige Werkzeuge und benötigen daher beim Nachschleifen eine sorgfältige Behandlung. Nur so ist eine maximale Schnittleistung gewährleistet.
Diese Arbeit sollte daher nur ein Fachmann ausführen, der über einwandfreie Schleifmaschinen und über die richtigen Schleifmittel verfügt.
ACHTUNG! Keinesfalls trocken schleifen!
Schleiffehler sind zu vermeiden durch:
- Verwendung des richtigen Schleifmittels
- ausreichende Wasserkühlung
- vorsichtige Zustellung der Schleifscheibe
- rechtzeitiges Abrichten der Schleifscheibe
Wichtig ist die Verwendung des richtigen Schleifmittels, wie Segmente, Schleifzylinder oder Schleiftöpfe (siehe Empfehlungen und technische Daten). Die Kühlmittelzufuhr (Wasser mit Rostschutz†und Kühlmittelzusatz) ist maximal einzustellen (150â€200 l/min) und direkt auf die Schleifstelle zu richten. So ist für eine ausreichende Kühlung gesorgt und die sich in den Poren absetzenden Abriebteilchen werden heraus gespült und weggeschwemmt.
Mangelhafte Schleifmaschinen, zu hoher Schleifdruck, zu geringe Wasserkühlung sowie ungeeignete Schleifscheiben führen zu Schleiffehlern. Die Auswirkungen sind: Die Messerschneide zeigt Brandflecken (gelbâ€blaue Färbung / Entkohlung), die zu Minderleistungen, Rissen und Ausbrüchen führen. Für Messer mit Schleiffehlern kann kein Ersatz geleistet werden.
Der nachstehend aufgeführte technische Ablauf des Nachschleifens von verstählten Papierschneidemessern hat für alle Stahlâ€Qualitäten Gültigkeit.
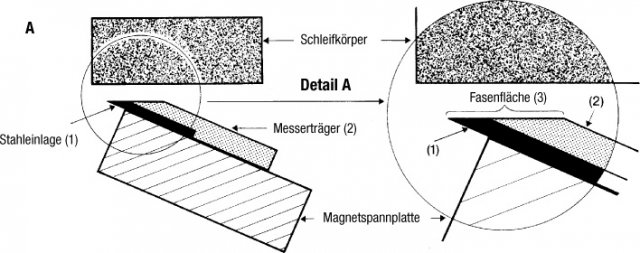
Es ist unbedingt erforderlich, dass die Stahleinlage (1) und der unlegierte Messerträger (2) zusammen geschliffen werden; d. h. der Schleifkörper muss die gesamte Fasenfläche (3) gleichzeitig erfassen.
Dies bewirkt, dass der Schleifkörper ständig am unlegierten esserträger aufgerauht wird und so einen guten Schnitt an der Stahleinlage gewährleistet. Die Gefahr eines Verbrennens Entkohlen) der Schneidspitze wird somit vermindert. selbstverständlich ist die Kühlmittelzufuhr maximal einzustellen (150 bis 200 l/min) und direkt auf die Schleifstelle zu richten.
Wählen Sie unbedingt die richtigen Schleifkörper (siehe Empfehlung und technische Daten).
Wenn in Ausnahmefällen nur die Stahleinlage (1) geschliffen werden muß (z. B. Anschleifen einer Vorfase), ist ein extrem weicher Schleifkörper zu wählen. Äußerste Sorgfalt ist erforderlich. Die Zustellung je Hub sollte maximal 0,010 †0,015 mm betragen.
|
Schleifkörper |
Messer-qualität |
Schleifmittel |
Umfangsgesch- |
Tischgeschwin-digkeit V (m/min) |
Zustellung je Hub (mm) |
|---|---|---|---|---|---|
|
Segmente |
F-3000 |
Korn 46 - 60 Härte H Bakelitbindung |
20 - 25 |
20 - 25 |
0,01 - 0,02 |
Schleifanweisungen für Perfecta-Papierschneidemesser Feinstkorn-Hartmetallmesser (WIDIA) Typ Standard, Longlife und Megalife
Für das Nachschleifen von Hartmetall-Papierschneidemesser sind nachstehende Hinweise zu beachten. Die Arbeitsschritte sind in der Reihenfolge auszuführen, wie beschrieben.
Kühlwasser:
Es muss absolut vermieden werden, dass die Schleifscheibe “brennt“!!
Daher ist besonders darauf zu achten, dass sauberes filtriertes Kühlwasser mit Kühlmittelzusatz, dass gleichzeitig Bindung von Kobalt garantiert (klar oder Emulsion) in ausreichender Menge zielgerichtet auf den Schleifpunkt gebracht wird.
Freischleifen Trägermaterial (Stahl):
Gleiche Bedingungen wie beim Standard – Hartmetall.
Umfangsgeschwindigkeit 20â€30 m/sec Korundschleifscheibe Bakelitgebunden. Vorschubgeschwindigkeit ca. 25m/min. Zustellung mit Impuls = 0,03 bis 0,05 mm pro bei Magnetlänge von 2 Metern.
Vorschleifen Hartmetall nur im Tiefschliffâ€Verfahren:
Gleiche Bedingungen wie beim Standard – Hartmetall. Motordrehzahl 1450 U/min.
Schleifscheibendurchmesser 250 mm B,D126â€C75 (zum Bsp. Tesch)
Vorschubgeschwindigkeit = 200 †300 mm/min, Zustellung 0,01 mm pro Schnitt Schleifscheibendrehrichtung gegen die Messerschneide
Vorfase schleifen nur im Tiefschliff – Verfahren:
Motordrehzahl 1450 U/min. Schleifscheibendurchmesser 250mm B D20â€C75 (Tesch)
möglichst mit geringer Härte . Vorschubgeschwindigkeit – 100â€120 mm/min.
Zustellung max. 0,04 mm ergibt eine Fasenbreite ca. 0,7 – 1 mm. Dies wird mit einem Schnitt durchgeführt. Schleifscheibendrehrichtung gegen die Messerschneide
Allgemeines:
Beschaffenheit der Schleifmaschine soll in einwandfreiem Zustand sein. Vor allem muss der Schnellwechselflansch, woran die Schleifscheibe montiert ist, ohne Vibration drehen. Die Topfscheibe leicht schräg stellen, bis kein Kreuzschliff mehr erfolgt. Es ist unbedingt zu vermeiden, dass Stahl und Hartmetall Zusammen geschliffen werden. Die Schneide ist scharf, wenn sie keine Scharten mehr aufweist. Das Abziehen der geschliffenen Hartmetallmesserschneide ist nur mit feinstem Diamantläpper (zum Beispiel D7) möglich.
Richten:
Nach jedem Nachschleifen (eventuell auch schon vor dem Nachschleifen) ist die Geradheit der Hartmetallmesser zu prüfen. Schon bei geringsten Unebenheiten (Durchbiegen der Flächen und im Rücken) ist ein fachmännisches Nachrichten erforderlich. Dieser Arbeitsgang ist ein wesentlicher Bestandteil der kompletten Nachschleifarbeit und beeinflusst vor allem Schnittleistung und Lebensdauer der Messer erheblich. Vorsicht, dass auf keinen Fall das Hartmetallmesser beschädigt wird.
Empfohlenes Verfahren: Kontinuierliches Dreipunktrichten .
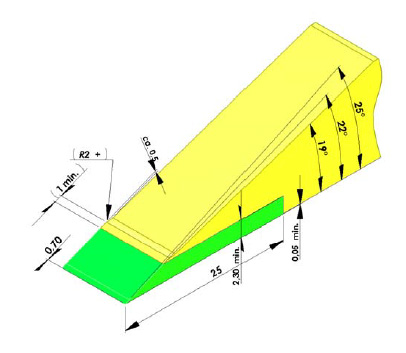
Nachstehende Schleifwinkel sind Standardangaben und können je nach Schneidgut verändert werden.